According to the comments of some customers, when cutting with a plasma cutter there were problems with unstable cutting quality and frequent replacement of worn parts. Some details do not receive enough attention.
So below we summarize some tips for daily use of plasma cutting machine:
1,The cutting should start from the edge as much as possible, not perforated cutting. Using the edge as a starting point will prolong the life of the consumable. The correct method is to point the nozzle directly at the edge of the workpiece before starting the plasma arc.
2,reduce unnecessary "arcing (or pilot)" time. The consumption of nozzles and electrodes is very fast when starting an arc. Before starting, the cutting torch should be placed within the walking distance of the cutting metal.
3,Do not overload the nozzle. If the nozzle is overloaded (that is, the working current of the nozzle is exceeded), the nozzle will be damaged quickly. The current intensity should be 95% of the working current of the nozzle. For example: the current intensity of a 100A nozzle should be set to 95A.
4,Use reasonable cutting distance According to the requirements of the instruction manual, use reasonable cutting distance. The cutting distance is the distance between the cutting nozzle and the surface of the workpiece. When perforating, try to use twice the distance of the normal cutting distance or use the plasma arc. Maximum height.
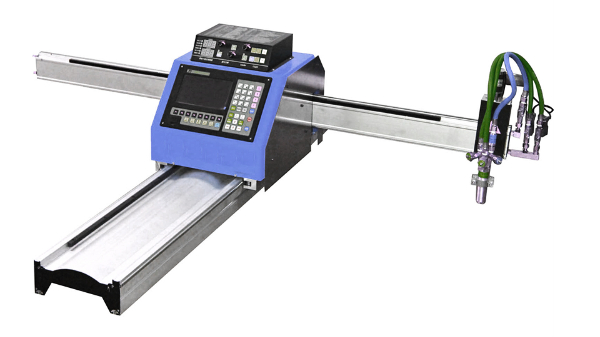
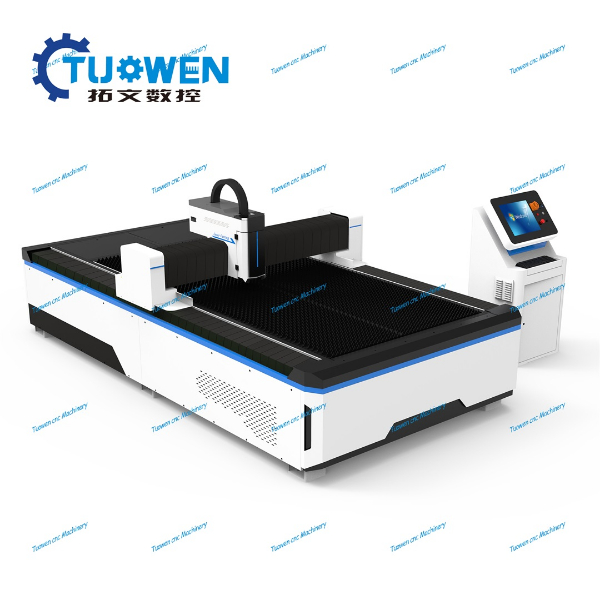
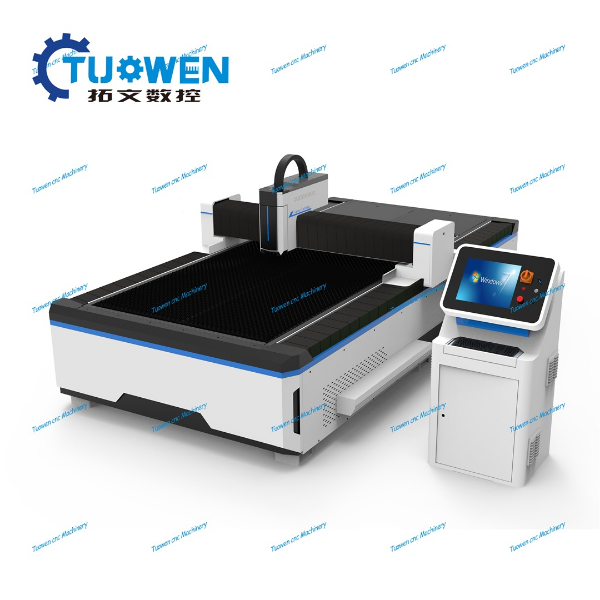
5,the thickness of the perforation should be within the allowable range of the machine system. The cutting machine cannot perforate the steel plate that exceeds the working thickness. The usual perforation thickness is 1/2 of the normal cutting thickness. Keep the torch and consumables as clean as possible. Any dirt on the torch and consumables can greatly affect the function of the plasma system. When replacing consumables, place them on a clean flannel, check the torch connection threads frequently, and clean the electrode contact surfaces and nozzles with a hydrogen peroxide-based cleaner. The plasma cutting machine combines an easy-to-use numerical control system to ionize the high-speed air stream sprayed from the nozzle at high temperature to form a conductive body. When the current passes, the conducting gas forms a high-temperature plasma arc. The heat of the arc locally melts (and evaporates) the metal at the cutout of the workpiece, and removes the molten metal to form the cutout by the power of the high-speed plasma gas flow. Using the slender and stable plasma arc formed by annular airflow technology, the plasma cutter guarantees the smooth and economical cutting of any conductive metal.