To determine the CNC cutting machine, comprehensive consideration must be given to the cutting format, structure, cutting method, and height adjustment method. A variety of combinations can be made for structural forms, cutting methods, and height adjustment methods.
A) Format size
The size of the frame has two parameters: the effective cutting width in the horizontal direction and the effective cutting length in the vertical direction.
1. When placing the equipment on a steel plate for micro cutting numerical control, two aspects should be considered: one is the size of the part, which should ensure that one part can be cut at one time; the second is the width of the steel plate. Longitudinal cutting length can cut the transverse width of the steel plate in order to reduce the number of times the equipment is moved.
2. In addition to the above-mentioned miniature numerical control, in general, the size of the format should consider the size of the steel plate. After the steel plate is moved into place, it is hoped that the CNC cutting machine can cut it all at once. Otherwise, moving the plate or equipment after cutting a part is very inconvenient and not conducive to saving materials. For the gantry cutting machine, in order to improve the efficiency of the equipment, it is also considered to place two steel plates at the same time in the horizontal and vertical directions. Some manufacturers also place multiple devices on a set of vertical rails at the same time.
B) Structural form
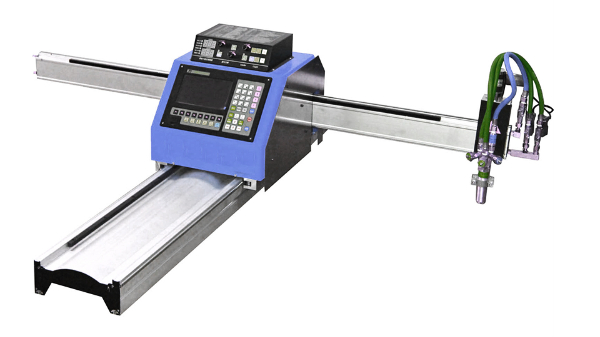
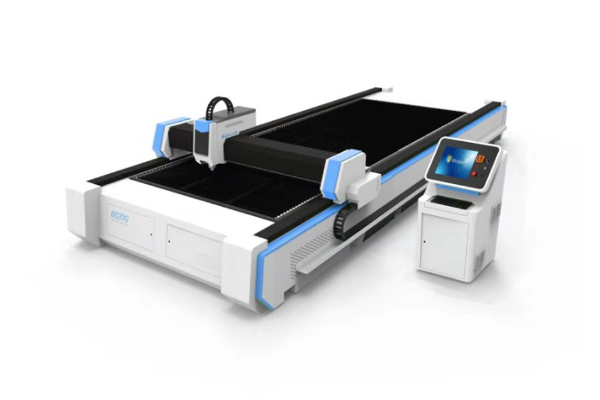
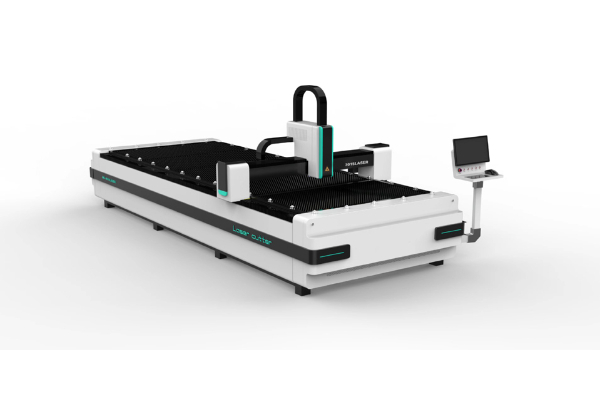
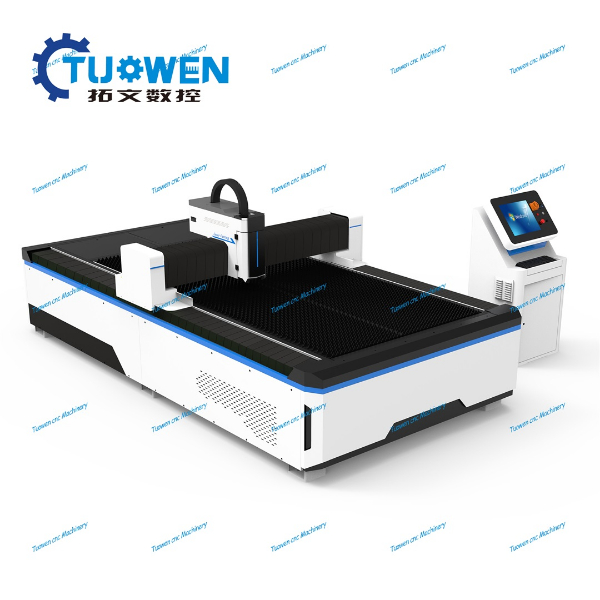
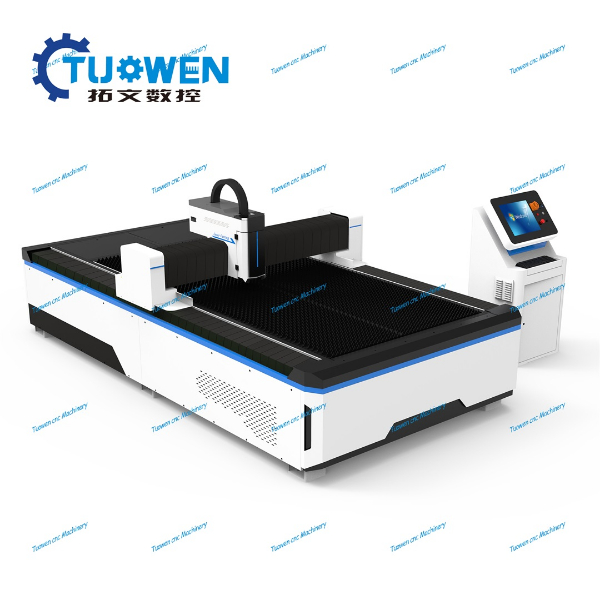
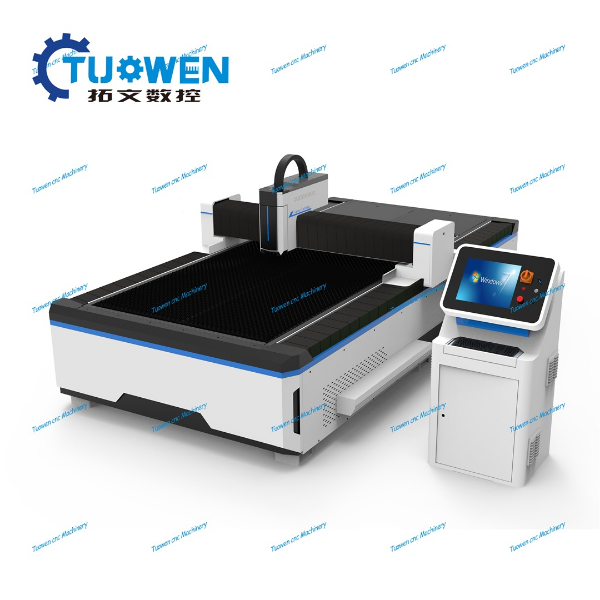
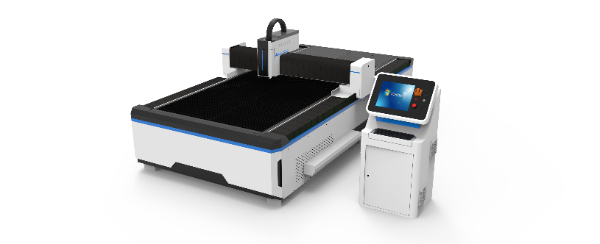
There are three types of equipment: cantilever, gantry and desktop.
Cantilever structure, the equipment is easy to move and install, does not need to occupy a fixed plant, and the equipment cost is low. However, limited by the cantilever structure, the transverse cutting width is limited, and the rigidity is poor at high speed cutting. Gantry type cutting machine, because it is a gantry type support, so the equipment has good rigidity and can achieve a large span of 3-10m in the transverse direction. However, the equipment installation requirements are high, requiring a dedicated plant area. Gantry cutting machine is divided into unilateral drive and bilateral drive. Unilateral driving can only be used for small spans, and bilateral driving is more stable.
The desktop cutting machine is an integrated structure, which is convenient to move and position, but the cutting size is limited.
C) Cutting method
Cutting methods can be classified from different angles.
Flame cutting, plasma cutting, flame and plasma cutting machine;
Dry plasma cutting, underwater plasma cutting;
Numerical control and straight bar cutting machine;
CNC intersecting wire cutting machine.
1.Flame and plasma cutting
Flame cutting: It is a traditional hot cutting method, which is suitable for high-quality cutting of medium-thick carbon steel plates.
Plasma cutting: suitable for cutting carbon steel plate, stainless steel plate, non-ferrous metal, cutting speed is faster than flame.
2, Intersecting line cutting
In order to meet the user's requirements for intersecting line cutting of circular tubes, we have two different ways: one is a dedicated intersecting line cutting machine; the other is a dedicated line cutting part, which can be configured on a gantry CNC cutting machine To complete intersecting wire cutting.
The former is suitable for high-volume professional intersecting wire cutting, and the latter is suitable for realizing multiple uses of one machine when the batch is not large, in order to reduce equipment investment and site occupation.
D) Height adjustment method
Whether it is flame or plasma cutting, the height of the cutting nozzle from the steel plate must be ensured to obtain the best cutting effect and the longest cutting nozzle service life.
There are several ways to increase the height
1. Handle up
The height adjustment of the handle is to adjust the height by driving the rack on the cutting torch through a gear with a hand wheel.
2. Electric button up
The height of the electric button is adjusted by the operation button, and the torch is moved up and down by the height-adjusting motor.
In the above two methods, the operator directly controls the lifting of the cutting torch.
3. Capacitive automatic height adjustment
Capacitive automatic height adjustment is used for flame cutting.
The flame cutting is equipped with a capacitive automatic height adjustment. On the one hand, the cutting torch can be automatically adjusted according to the height change of the steel plate to ensure that the height of the cutting nozzle from the steel plate is kept constant. When the iron slag splashes back, it is easy to block the cutting nozzle at this time. When the automatic height adjustment is configured, the cutting torch will be automatically lifted before the cutting oxygen is turned on. After the iron slag has been splashed back, the cutting torch will be moved down. Reduce clogging of the cutting tip.
4. Arc pressure automatic height adjustment
Arc pressure automatic height adjustment, used for plasma cutting. Plasma cutting, on the one hand, has a fast cutting speed, and on the other hand, the arc light is very dazzling. Therefore, the operator can observe the height of the cutting nozzle from the steel plate at any time and adjust it in a timely manner. This is especially true when the sheet is thin. Therefore, under normal circumstances, it should be equipped with automatic arc voltage adjustment.